Когда речь о самолётах и поездах, чистота — это про ресурс и безопасность узлов. Ниже — как выбирать и настраивать мойку без лишней теории.
Что моем и что загрязняет
Авиация: лопатки и диски, гидравлические и топливные агрегаты, теплообменники, шестерни, фильтроэлементы, панели из алюминия и титана, детали из композиционных материалов. Железная дорога: буксовые узлы, редукторы, тормозные цилиндры, рамы тележек, радиаторы, топливная арматура. Типичная грязь: масла и смазочно-охлаждающие жидкости, керосин, нагар, абразивная пыль, тормозная пыль, дорожная соль, окалина.
Материалы и совместимая химия
- Алюминий, магний, цинковые покрытия: мягкие щёлочные или нейтральные составы, до ~45 °C, с ингибиторами коррозии.
- Титан, никелевые сплавы: нейтральные растворы, без активных хлоридов.
- Сталь, чугун: 55–70 °C при наличии противокоррозионных добавок.
- Композиционные материалы, резина, эластомеры: нейтральные растворы, короткое время контакта.
- Медь, латунь: низкощёлочные или нейтральные, контроль потемнения.

Какие машины выбрать
- Камерные струйные (с фиксацией детали): удобны для сложной геометрии, быстро переналаживаются.
- Проходные ленточные: для постоянного потока крупных узлов и тележек; типовые зоны: предсмачивание → мойка → 1–2 ополаскивания → дренаж → сушка.
- Погружные с колебательной очисткой: для капилляров, сеток и теплообменников; обычно 35–50 °C.
- Смешанные решения: струйная мойка + колебательная очистка + тёплая/вакуумная сушка — для высокоточных агрегатов.
- Автоматизированные посты направленных струй: когда геометрия сильно меняется и детали крупные.
Почему важна ориентация детали и движение жидкости
Качество обеспечивает не «кипяток», а точное попадание струй: угол, шаг и высота форсунок, перекрытие факелов, фиксаторы под «трудные» зоны (каналы, резьбы, соты), противоток в ополаскиваниях, водяные ножи перед сушкой.
Фильтрация — экономия и стабильность
Ступени очистки: корзины грубой задержки → сетки → мешочные или картриджные фильтры → магнитные ловушки (для железной пыли). В ваннах — отстойники и шламоуловители. Контролируйте мутность, электрическую проводимость и кислотность; раствор меняйте по фактическому состоянию. Разделяйте «грязный» и «чистый» контуры.
Температура — не панацея
Поднимать температуру вместо настройки форсунок — дорого и вредно: раствор быстрее стареет, растут пятна и риск коррозии. Делайте зонирование: тёплая основная ванна, более прохладные ополаскивания, горячий воздух на сушке. Для алюминия и титана нередко достаточно 35–45 °C при правильной механике процесса.
Сушка — часть общего такта
Сначала обеспечьте самотёчный сток (правильная ориентация), затем водяные ножи и тоннельную сушку. Проверяйте остаток влаги по массе и визуально (нет капель и разводов). Если забыть про расчёт сушки, «узкое место» возникнет на выходе линии.
Крупные узлы железной дороги и высокоточные авиа-детали
Железная дорога: проходные тоннели, устойчивые поддоны и направляющие, усиленные ленты, точечные форсунки в зонах букс и редукторов, отдельный контур смыва солей. Авиация и гидравлика: смешанные циклы (предсмачивание → колебательная очистка → струи → ополаскивание подготовленной водой → тёплый обдув или вакуум), строгий контроль частиц и остаточных плёнок.
Подобрать оборудование
В каталог-
![]() Промышленная моечная машина АПУ 2000 Ф
Длина, мм
2000
Ширина, мм
1200
Высота, мм
до 1450
Промышленная моечная машина АПУ 2000 Ф
Длина, мм
2000
Ширина, мм
1200
Высота, мм
до 1450
-
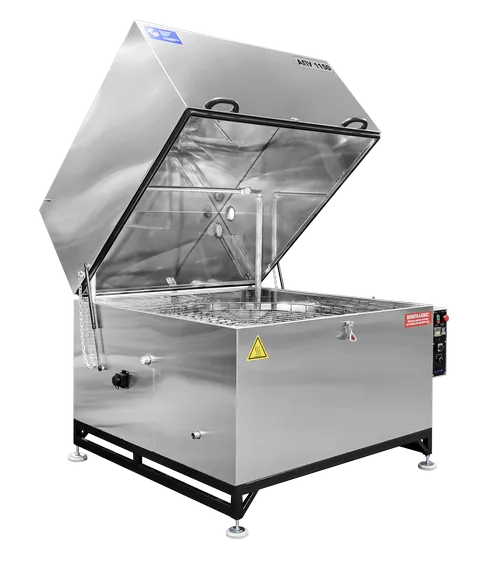
![]() Промышленная моечная машина АПУ 1600 ВР
Длина, мм
1600
Ширина, мм
1600
Высота, мм
до 1450
Промышленная моечная машина АПУ 1600 ВР
Длина, мм
1600
Ширина, мм
1600
Высота, мм
до 1450
-
![]() Промышленная моечная машина АПУ 1400 ВР
Длина, мм
1400
Ширина, мм
1400
Высота, мм
до 1450
Промышленная моечная машина АПУ 1400 ВР
Длина, мм
1400
Ширина, мм
1400
Высота, мм
до 1450
-
![]() Обитаемая моечная камера ОМК 7000
Длина, мм
7000
Ширина, мм
4200
Высота, мм
3500
Обитаемая моечная камера ОМК 7000
Длина, мм
7000
Ширина, мм
4200
Высота, мм
3500



Вода и ополаскивание
Финальная ванна — с подготовленной водой (деминерализованной или деионизированной). Порог замены задавайте по проводимости. Противоточные схемы снижают расход и предотвращают минеральные пятна.
Встроенный учёт и прослеживаемость
Для каждой номенклатуры — свой «рецепт»: давление и расход по зонам, температуры, скорость ленты, время, составы растворов. Параметры записывайте и привязывайте к партии по внутренним номерам. Протокол мойки — база для приёмки отделом контроля качества и специальных проверок.
Безопасность и обслуживание
Блокировки дверей и крышек, кнопки аварийной остановки, защитные экраны и смотровые окна, вытяжка. Для летучих сред — искробезопасные компоненты и антистатические ленты. Обслуживание — без специального инструмента: быстрый доступ к фильтрам и форсункам.

Что измерять при приёмке
- Частицы: масса и число по размерным группам, особое внимание — каналам.
- Плёнки: остатки органики по массе, проверка равномерности смачивания.
- Влага: по массе и визуально, капель быть не должно.
- Коррозионная стойкость: выдержка и осмотр.
- Повторяемость: выборочные проверки по установленному уровню приёмочного контроля после переналадки или смены раствора.
Частые ошибки
- Делят время зон «на глаз», забывают про сушку — линия срывает такт.
- Надеются на высокую температуру, не настраивая струи и ориентацию.
- Экономят на финальном ополаскивании — получают пятна и повторные циклы.
- Льют один и тот же состав для алюминия, стали и латуни — итогом становятся потемнение и коррозия.
- Не ведут записи — «рецепты» держатся на памяти смены.
Короткий план выбора
- Список деталей, «трудные» зоны, материалы и покрытия.
- Показатели чистоты и способ контроля.
- Выбор типа машины (камера, проходная, погружная или смешанная) под ваш такт выпуска.
- Проработка ориентации и схемы форсунок.
- Каскадная фильтрация и финальное ополаскивание подготовленной водой.
- Расчёт сушки и возврата тепла.
- Введение «рецептов», журналов параметров и плана технического обслуживания.
Итог. Рабочая моечная система для авиации и железной дороги — это грамотно организованное движение жидкости и правильная ориентация деталей, подходящие растворы, фильтрация и финальное ополаскивание подготовленной водой плюс сушка, рассчитанная в общий такт. Такой подход даёт стабильную чистоту, меньше повторных моек и предсказуемую себестоимость.
Похожие статьи
Все статьи-
![]() Как выбрать промышленную установку очистки деталей
Существует шесть главных критериев, которые определяют какое промышленное моечного оборудования буде..
Показать полностью
Как выбрать промышленную установку очистки деталей
Существует шесть главных критериев, которые определяют какое промышленное моечного оборудования буде..
Показать полностью
-
![]() Промышленные моечные системы для очистки и обезжиривания
Компания "Гейзер" в 2017 году выпустила новую модель мойки конвейерного типа для листовых ..
Показать полностью
Промышленные моечные системы для очистки и обезжиривания
Компания "Гейзер" в 2017 году выпустила новую модель мойки конвейерного типа для листовых ..
Показать полностью
-
![]() Очистка деталей сложной формы: преимущества струйных технологий
Очистка деталей сложной формы требует передовых технологий, за счет которых можно быстро избавиться ..
Показать полностью
Очистка деталей сложной формы: преимущества струйных технологий
Очистка деталей сложной формы требует передовых технологий, за счет которых можно быстро избавиться ..
Показать полностью
-
![]() Струйная мойка деталей
Уход за механизмами требует периодического удаления загрязнений с поверхностей. Для облегчения этой ..
Показать полностью
Струйная мойка деталей
Уход за механизмами требует периодического удаления загрязнений с поверхностей. Для облегчения этой ..
Показать полностью