В ремонте и обслуживании военной техники одним из ключевых этапов является очистка деталей. От качества этой очистки зависят точность сопряжений, надёжность восстановленных агрегатов и соблюдение нормативных требований. В этой статье рассматриваются технологические требования, стандарты и методы контроля чистоты поверхностей.
Нормативная база и ее значение
- ГОСТ 9.402-2004 «Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию» — устанавливает общие требования к качеству поверхностей, к процедурам очистки, обезжиривания, удаления окислов и контролю подготовки поверхности.
- ГОСТ 9.014-78 «Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий» — регулирует процессы консервации и защиту металлических изделий в период хранения и транспортирования, а также требования к подготовке поверхности перед консервацией или после снятия защиты.
Эти документы задают рамки: при выполнении ремонта детали должны очищаться до состояния, пригодного для дальнейших операций (сборки, контроля, нанесения покрытия), и документироваться в технологической карте.
Подобрать оборудование
В каталог-
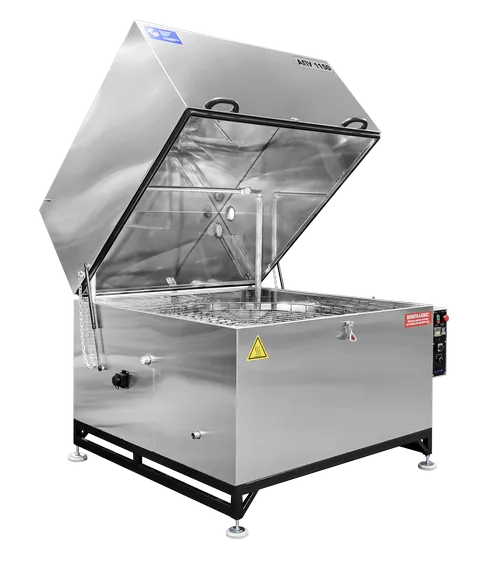
![]() Промышленная моечная машина АПУ 2000 ВР-2
Длина, мм
2000
Ширина, мм
2000
Высота, мм
до 1450
Промышленная моечная машина АПУ 2000 ВР-2
Длина, мм
2000
Ширина, мм
2000
Высота, мм
до 1450
-
![]() Промышленная моечная машина АПУ 1800 ВР-2
Длина, мм
1800
Ширина, мм
1800
Высота, мм
до 1450
Промышленная моечная машина АПУ 1800 ВР-2
Длина, мм
1800
Ширина, мм
1800
Высота, мм
до 1450
-
![]() Промышленная моечная машина АПУ 1400 ВР
Длина, мм
1400
Ширина, мм
1400
Высота, мм
до 1450
Промышленная моечная машина АПУ 1400 ВР
Длина, мм
1400
Ширина, мм
1400
Высота, мм
до 1450
-
![]() Обитаемая моечная камера ОМК 7000
Длина, мм
7000
Ширина, мм
4200
Высота, мм
3500
Обитаемая моечная камера ОМК 7000
Длина, мм
7000
Ширина, мм
4200
Высота, мм
3500



Этапы очистки и требования к поверхности
Очистка деталей, особенно в оборонной технике, состоит из последовательных стадий:
- Предварительная очистка — удаление грубых загрязнений (масла, смазки, старые консерванты) струйной мойкой.
- Основная очистка / обезжиривание — щелочные растворы, щадящие составы для цветных металлов, УФ- или парообработка.
- Удаление рыхлой окалины и пленок — механические или абразивные методы (струйная обработка, пескоструй, микроабразив).
- Промывка чистой водой — сначала технической, затем деминерализованной, чтобы не оставить растворимых солей.
- Сушка и подготовка к следующему этапу — горячий воздух, ИК-сушка, контроль влажности.
При этом поверхность должна быть свободна от масел, смазок, продуктов коррозии, следов химического раствора и частиц абразива — в соответствии с требованиями ГОСТ 9.402-2004 (статья о подготовке поверхности)

Контроль качества очистки
Контроль должен проводиться по нескольким методикам:
- Визуальный контроль — чистота поверхности без плёнок, пятен и налётов, осмотр невооружённым глазом или при небольшом увеличении.
- Капельный тест (смачиваемость) — на очищенной поверхности капля воды должна растекаться тонкой пленкой без скоплений капель.
- Контроль смывов / анализ фильтрата — отмывные пробы анализируются на содержание масел, солей и других загрязнителей.
- Эталонные методы по ГОСТ 9.402-2004 — стандарт даёт рекомендации по методам контроля, в том числе оценки общего загрязнения поверхности.
Все результаты фиксируются в журнале или базе данных технологического участка, что требуется для подтверждения качества в рамках системы качества предприятия (например, по стандартам оборонных заказов).
Специальные требования для военной техники
- Детали могут быть из различных материалов: сталь, алюминий, магниевые сплавы, титан. Очистка должна учитывать химическую устойчивость и совместимость методов.
- Поверхности, подвергающиеся контролю, замеру или покрытию, требуют абсолютно чистой поверхности: остатки консервации, масел и даже солей недопустимы.
- После очистки и до последующих операций желательно минимальное время пребывания детали в открытом состоянии, чтобы не допустить коррозии.

Пример технологии на предприятии
На оборудовании реализуется следующая последовательность:
- Мойка под давлением до 8–10 бар и нагревом до 80–90 °C.
- Циркуляция раствора через фильтры и система рециркуляции для экономии реагентов.
- Контроль параметров раствора (рН, проводимость, мутность).
- Промывка чистой водой, затем деминерализованная.
- Сушка до остаточной влажности <0,05 %.
- Контроль качества (визуальный, капельный тест, смывы).
Такая технология позволяет обеспечить требуемый уровень чистоты деталей, пригодный для покрытия, измерения или сборки.
Похожие статьи
Все статьи-
![]() Оборудование для мойки деталей в оборонной промышленности: ключевая роль в расконсервации техники
Расконсервация военной и специальной техники невозможна без промышленной очистки узлов: за время хра..
Показать полностью
Оборудование для мойки деталей в оборонной промышленности: ключевая роль в расконсервации техники
Расконсервация военной и специальной техники невозможна без промышленной очистки узлов: за время хра..
Показать полностью
-
![]() Тенденции и инновации в промышленном моечном оборудовании
В последние годы наблюдается эволюция в области технологий очистки и мойки деталей...
Показать полностью
Тенденции и инновации в промышленном моечном оборудовании
В последние годы наблюдается эволюция в области технологий очистки и мойки деталей...
Показать полностью
-
![]() Очистка деталей сложной формы: преимущества струйных технологий
Очистка деталей сложной формы требует передовых технологий, за счет которых можно быстро избавиться ..
Показать полностью
Очистка деталей сложной формы: преимущества струйных технологий
Очистка деталей сложной формы требует передовых технологий, за счет которых можно быстро избавиться ..
Показать полностью
-
![]() Способы очистки и мойки деталей
Очистка и мойка деталей – один из этапов технического обслуживания, ремонта двигателей и КПП а..
Показать полностью
Способы очистки и мойки деталей
Очистка и мойка деталей – один из этапов технического обслуживания, ремонта двигателей и КПП а..
Показать полностью